- mail@alutitan.com
- (+378) 0549 998270
- (+378) 0549 998284
DATI TECNICI
ALUTITAN S.P.A. produce profilati estrusi nelle seguenti leghe.
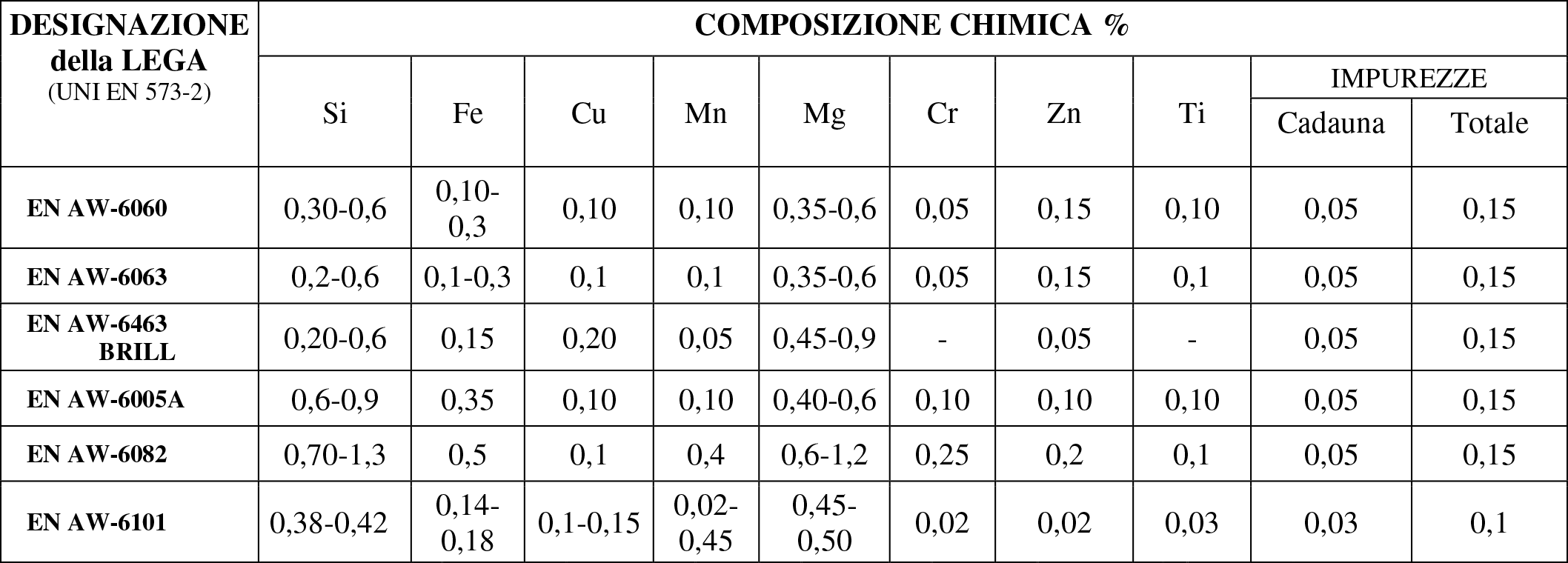
COMPOSIZIONE CHIMICA (UNI EN 573-3)
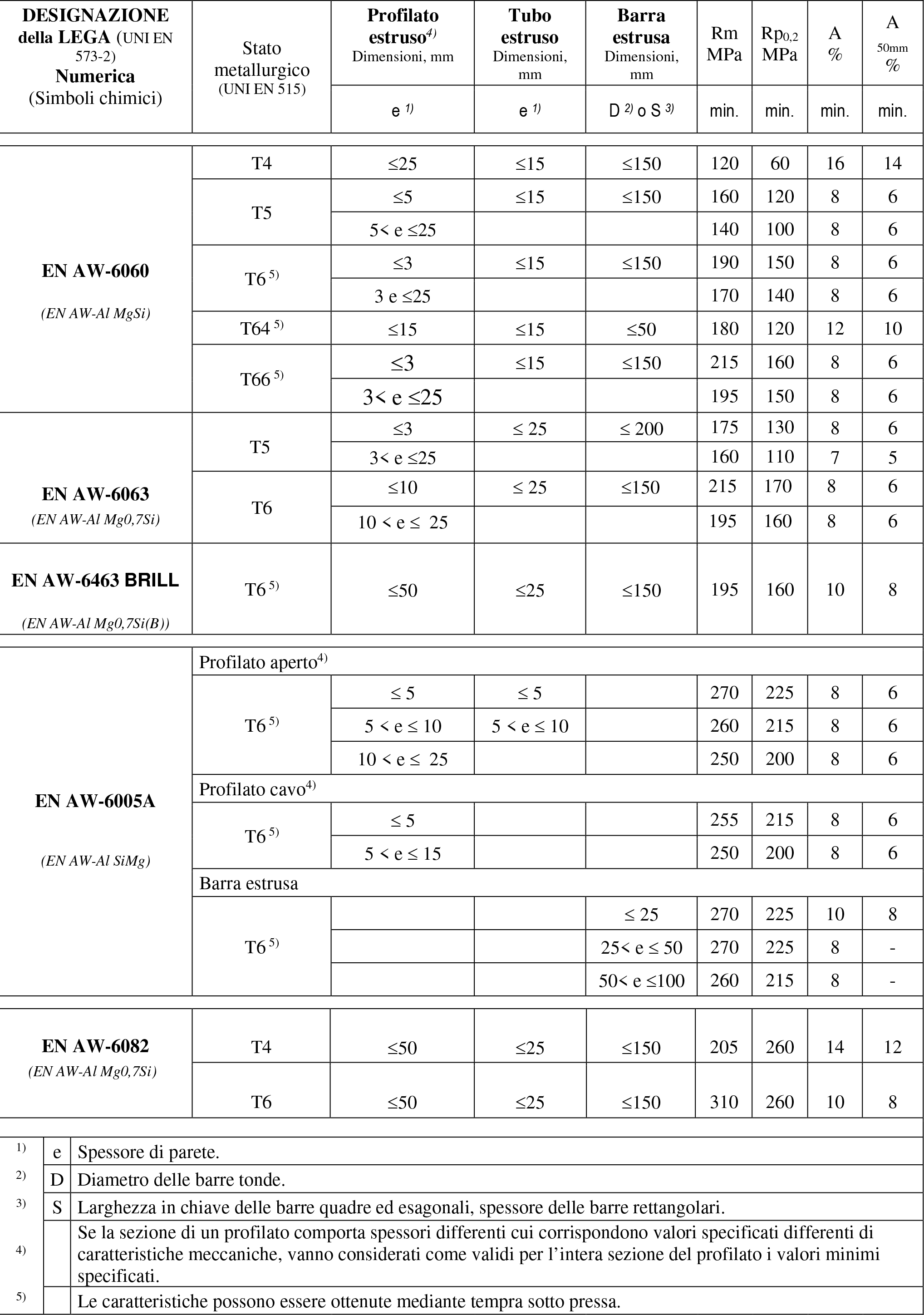
CARATTERISTICHE MECCANICHE (UNI EN 755-2)
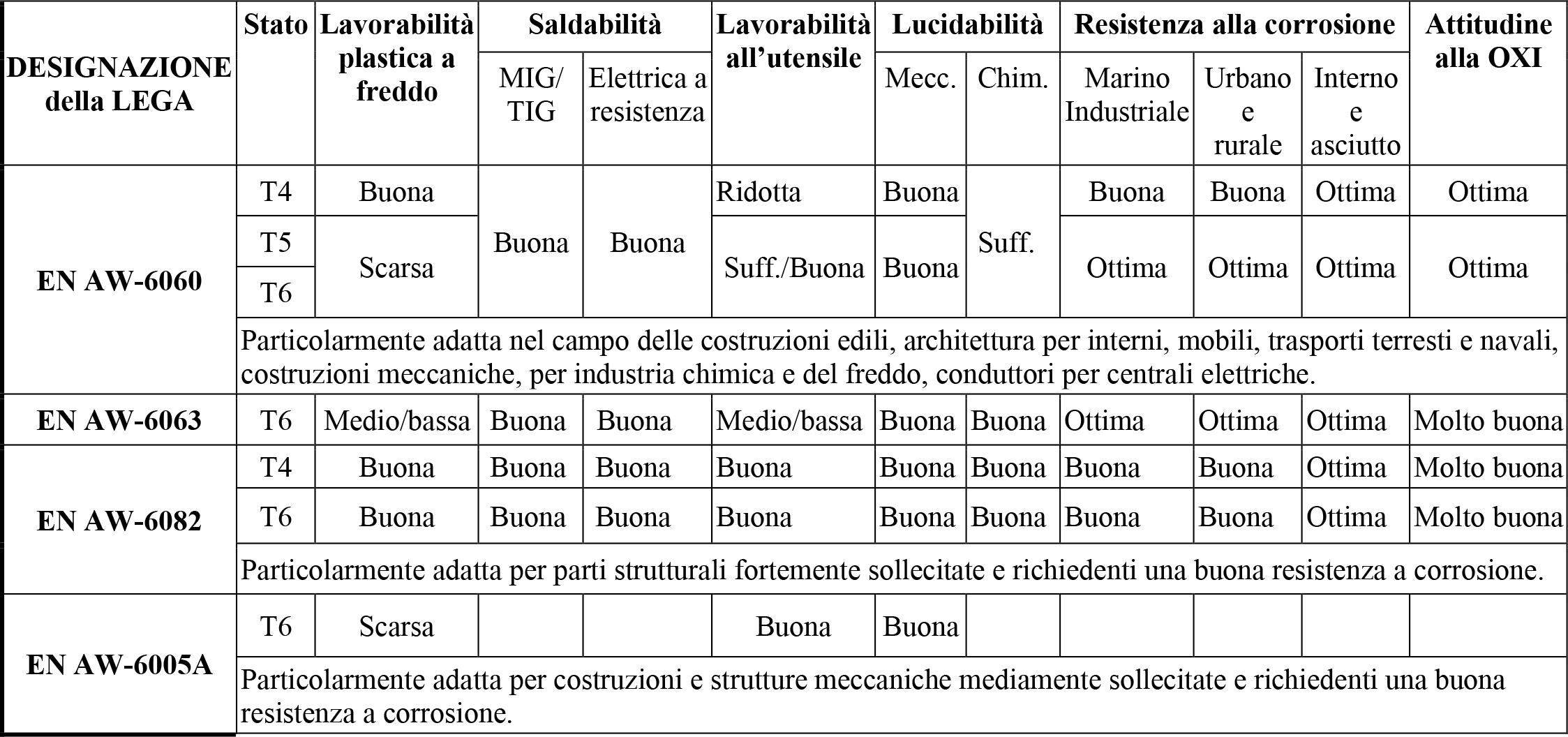
CARATTERISTICHE TECNOLOGICHE
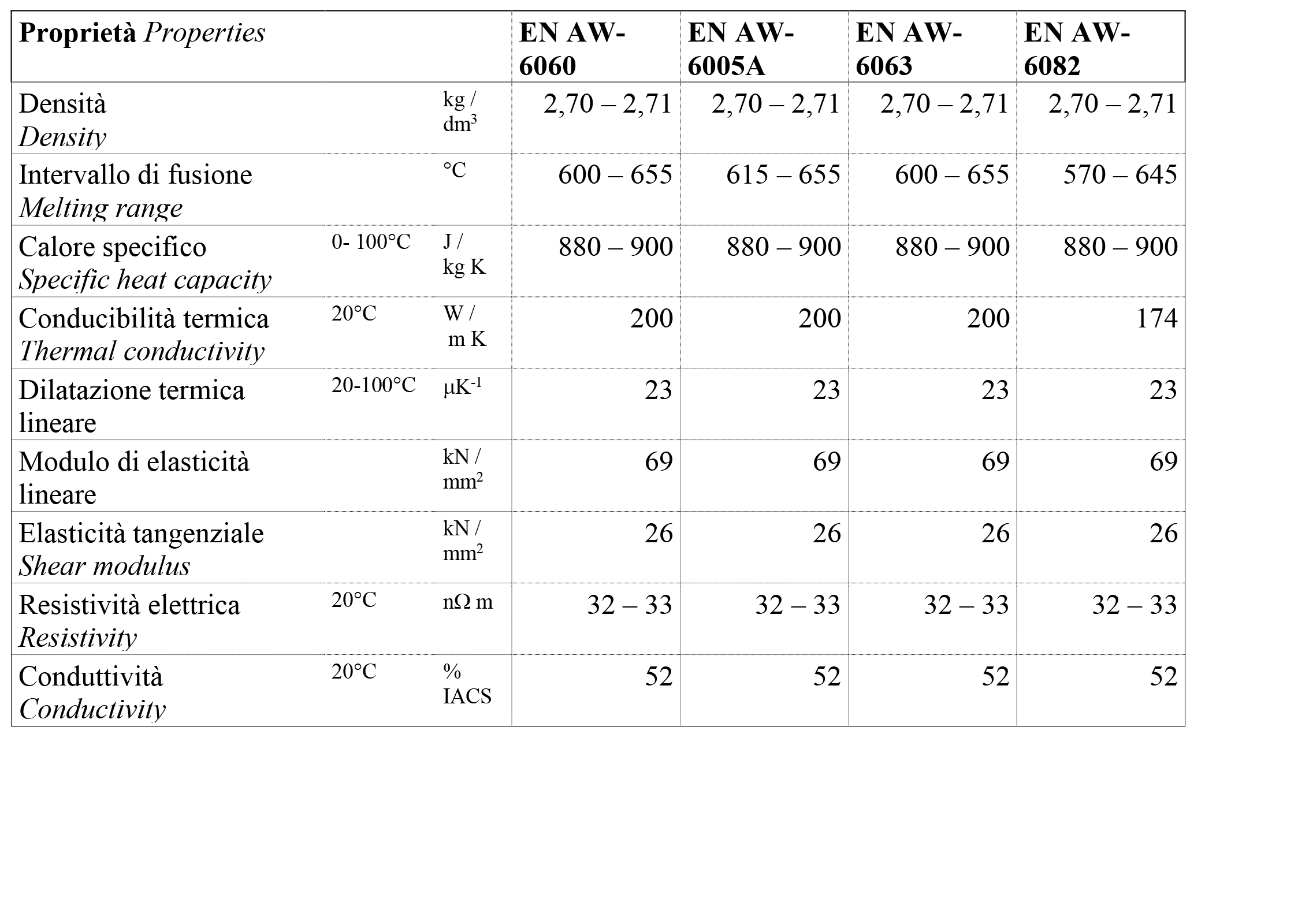
PROPRIETÀ FISICHE LEGHE DI ESTRUSIONE
DESIGNAZIONE DEGLI STATI METALLURGICI FORNIBILI DA ALUTITAN S.P.A. PER I PROPRI PRODOTTI (UN EN 515-'96)
Le designazioni degli stati metallurgici di base sono costituite da lettere. Qualora siano necessarie suddivisioni di tali stati, queste sono indicate da una o più cifre poste dopo la lettera indicante lo stato metallurgico di base. Queste cifre fanno riferimento a una sequenza specifica di trattamenti di base, ma vengono indicati soltanto i trattamenti o le operazioni che influiscono in modo significativo sulle caratteristiche del prodotto. Qualora sia applicata qualche altra variante della stessa sequenza d'operazioni di base che determini caratteristiche diverse alla stessa lega, dovranno essere aggiunte alla designazione cifre supplementari.
F- Grezzo di fabbricazione
Questa designazione si applica ai semilavorati derivanti da processi di trasformazione plastica (ESTRUSIONE), nei quali non è esercitato controllo delle condizioni termiche o d'incrudimento. Per questo stato non sono specificati limiti di caratteristiche meccaniche.
T- Trattato termicamente per produrre stati stabili diversi da F
Questa designazione si applica ai semilavorati sottoposti a trattamento termico di solubilizzazione, con o senza incrudimento supplementare, per produrre stati metallurgici stabili. La lettera T è sempre seguita da una o più cifre che indicano la sequenza specifica dei trattamenti.
SUDDIVISIONE DELLE DESIGNAZIONI DELLO STATO T
Prima cifra dopo la T
La prima cifra dopo la lettera T è utilizzata per identificare le sequenze specifiche dei trattamenti di base. I numeri sono stati attribuiti come segue:
T1: Raffreddato dopo lavorazione plastica a caldo e invecchiato naturalmente fino ad una condizione sostanzialmente stabile. Si applica ai semilavorati che non sono deformati plasticamente a freddo dopo il raffreddamento successivo a una lavorazione plastica a caldo oppure nei quali l'effetto di una deformazione plastica conseguente alla spianatura o alla raddrizzatura può non trovare riscontro nei limiti delle caratteristiche meccaniche.
T5: Raffreddato dopo lavorazione plastica a caldo e invecchiato artificialmente. Si applica ai semilavorati che non sono deformati plasticamente a freddo dopo il raffreddamento successivo a una lavorazione plastica a caldo oppure nei quali l'effetto della deformazione plastica conseguente alla spianatura o alla raddrizzatura può non trovare riscontro nei limiti delle caratteristiche meccaniche.
T6: Solubilizzato e invecchiato artificialmente. Questa designazione si applica ai prodotti che non sono deformati plasticamente a freddo dopo trattamento di solubilizzazione oppure nei quali l'effetto della deformazione plastica conseguente alla spianatura o alla raddrizzatura può non trovare riscontro nei limiti delle caratteristiche meccaniche.
Le leghe delle serie 6060 raggiungono le stesse caratteristiche meccaniche specificate, sia con trattamento di solubilizzazione in forno, sia con raffreddamento dopo lavorazione plastica a caldo (estrusione), ad una velocità sufficiente a mantenere i costituenti della lega in soluzione solida. In Alutitan tale designazione viene applicata a quei prodotti in cui le caratteristiche meccaniche devono essere contrattualmente garantite dai valori stabiliti normalmente e previsti nei valori max della norma.
ESEMPI DIMENSIONALI ESTRUSI DA ALUTITAN
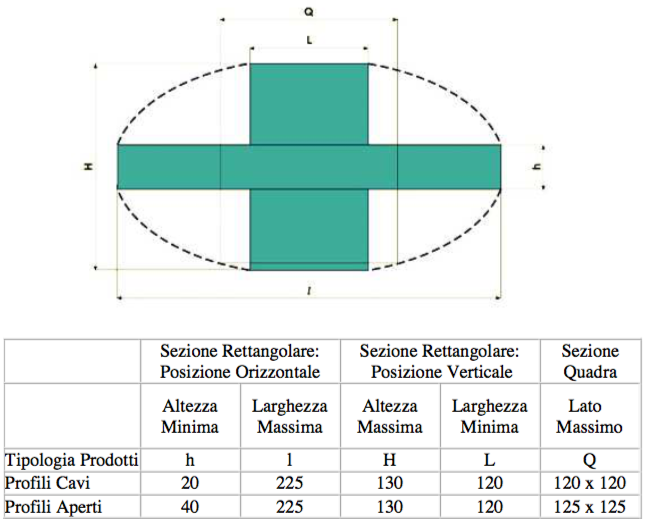
I valori utilizzati sono indicativi. Utilizzare solo per una valutazione di massima. Le condizioni al limite devono essere verificate da ALUTITAN. I fattori che influenzano la fattibilità di un prodotto sono:
- Ingombro massimo
- Sezione del profilato
- Spessore
- Peso al metro
- Qualità richiesta
ESEMPI DIMENSIONALI ESTRUSI DA TECNOAL
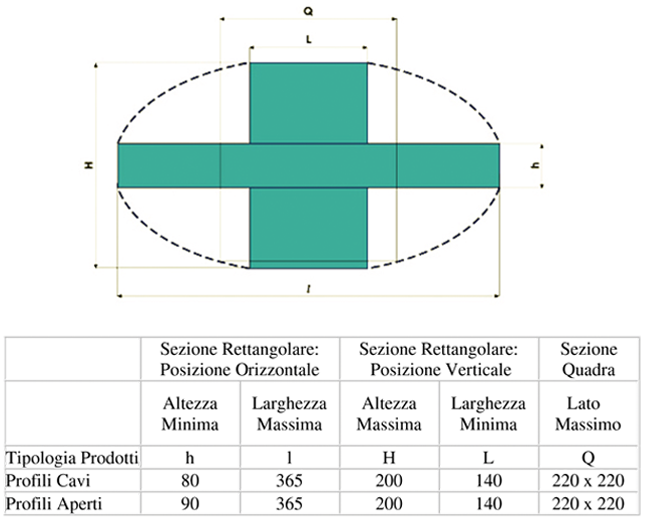
I valori utilizzati sono indicativi. Utilizzare solo per una valutazione di massima. Le condizioni al limite devono essere verificate da TECNOAL. I fattori che influenzano la fattibilità di un prodotto sono:
- Ingombro massimo
- Sezione del profilato
- Spessore
- Peso al metro
- Qualità richiesta